



关于我们
ABOUT US
选择世创马弗罐(炉胆)四大理由
1:选材正宗,与瑞典Outokumpu(奥托昆普),
德国VDM等国际一线品牌,签订长期战略协议;
2:超长加工能力,珠三角最长折弯机,双头高速自动焊机,
保证炉胆高效制作;
3:严谨的制作流程,三十年制作炉胆经验,
传承苛刻的检验标准;
4:先进的物流体系,为您节省宝贵的时间;



Product center
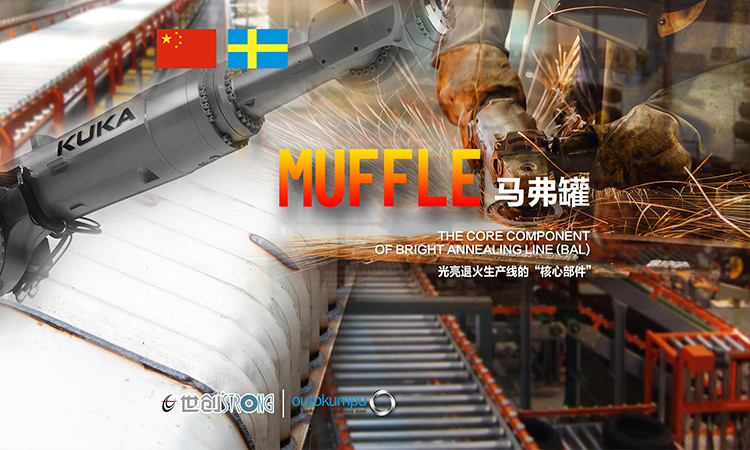
世创科技生产的炉胆,热处理设备核心部件。
长期与国际知名品牌,瑞典OUTOKUMPU德国VDM合作,
由国外不锈钢厂商直接供货,杜绝中间商赚差价,是您明智的选择。
ABOUT US
选择世创马弗罐(炉胆)四大理由
1:选材正宗,与瑞典Outokumpu(奥托昆普),
德国VDM等国际一线品牌,签订长期战略协议;
2:超长加工能力,珠三角最长折弯机,双头高速自动焊机,
保证炉胆高效制作;
3:严谨的制作流程,三十年制作炉胆经验,
传承苛刻的检验标准;
4:先进的物流体系,为您节省宝贵的时间;
广隆基地主要负责人曾总汇报了全年的产出情况,并提出了在2026年更加注重“量”与“质”齐升、推进“人均GDP”及加大营销团队建设,并深化数字化系统的建设与应用。广隆基地主要生产底装料立式多用炉、真空多弧离子镀涂层机、智能仓储立体库等智能设备,引进国外高端技术,与瑞士SOLO集团合作学习已有二十年的历史,世创人将继续履步前行,脚踏实地,实现更大的辉煌。
广东世创金属科技股份有限公司(简称:世创科技)于2000年注册于佛山市顺德区陈村镇石洲工业区,主营业务是智能化热处理装备制造;专注金属热处理及涂层加工服务;复合新材料,主要产品和服务为智能化热处理装备、金属新材料、智能装备。
移印钢板是公司的重要业务组成之一,其研发、生产、销售历程一直陪伴公司的成长、发展、壮大先后打造出“科胜”“金力狮”两个著名品牌,现月产能已达500万平方吋以上,规模质量一直稳居业界前列,产品销量遍及全国各地以及亚太国家和地区,深得广大用户的信赖和好评。
世创科技在钛合金钛板清洗退火方面具备专业而成熟的技术,凭借其在钛合金钛板清洗退火领域的精湛技术和严格的质量控制体系,为航空航天、深海作业、医疗器械、化工等众多行业提供了高品质的钛合金钛板产品,为推动各行业的发展做出了积极贡献。
9月,广东世创金属科技股份有限公司(以下简称:世创科技)团队将跨越亚欧大陆,携世创科技的热处理核心产品样品图,以及全面的技术方案,参加两大国际工业盛会——俄罗斯莫斯科热处理展与泰国东南亚国际冶金铸造展,为全球智造发挥重要力量。在此,我们诚挚邀请您届时莅临世创科技展位,交流行业发展趋势,共商新契机,谋求新发展。
近期,基孔肯雅热病毒在佛山传播,全市民积极应对。世创科技高度关注全体员工及居民的健康安全,并积极采取防控行动,在公司内外全面开展防蚊消杀工作,坚决阻断蚊虫传播途径,为守护我们的共同家园贡献力量!








